成形方法MOLDING METHOD
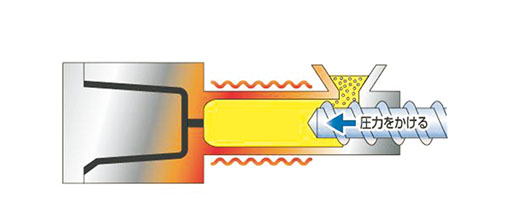
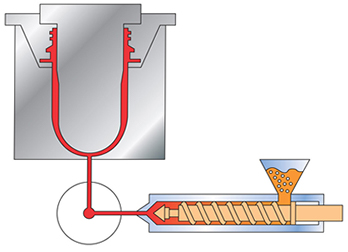
射出成形インジェクション成形
特長
- ● 大量生産に最適(少量生産に不適)
- ● 金型製作費が高価(初期投資費用が大きい)
- ● 寸法精度が精密
- ● 製品肉厚調整は金型設計変更が必要
- ● デザイン性が高い
弊社製品例
- ● メスシリンダー
- ● ビーカー
- ● キャップ・中栓
- ● その他
1射出(樹脂を溶解し射出)
2樹脂注入(金型へ樹脂注入)
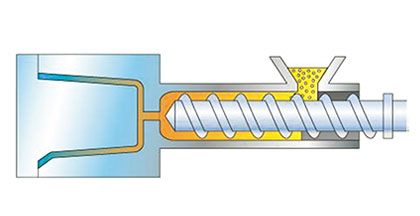
3金型冷却(金型内に水を流し製品を凝固させる)
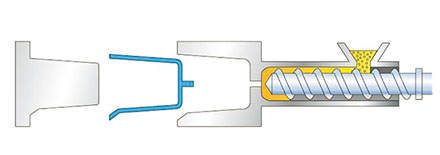
4製品取出し(金型を開き製品を取り出す)
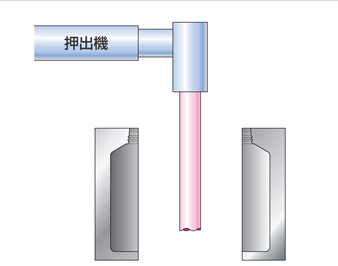
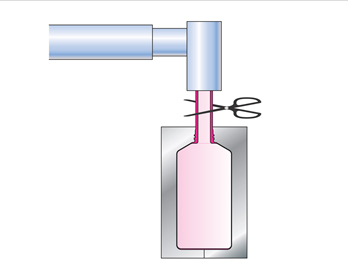
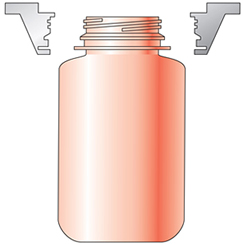
押出ブロー成型
特長
- ● 大量生産に最適(少量生産に不適)
- ● 金型製作費が比較的安価
- ● 寸法精度が精密ではない
- ● 製品肉厚調整は可能
- ● デザイン性が低い
弊社製品例
- ● Jボトル
- ● TEA
- ● 規格瓶
- ● 平角缶
- ● その他
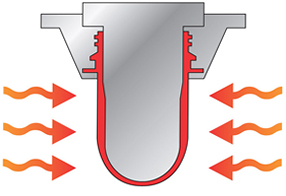
1バリソン(筒状の溶解した樹脂)押出
2型閉じ
3口元カット
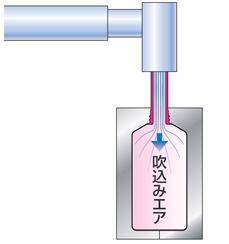
4エアー吹込み成形
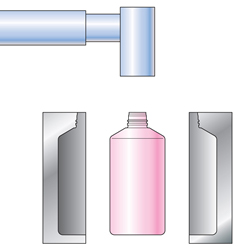
5型開き(冷却後金型を開く)
6製品取出し(口部・底部のバリを取り除く)
延伸ブロー成形
特長
- ● 大量生産に最適(少量生産に不適)
- ● デザイン性が低い
- ● 製品肉厚調整は金型設計変更が必要
- ● 寸法精度が比較的精密である
- ● 金型製作費が高価
弊社製品例
- ● JPボトル
- ● PETスクリューバイアル
- ● NPボトル ※100,250ml
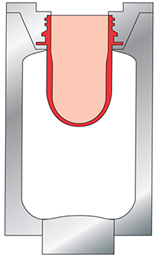
1プリフォーム成形
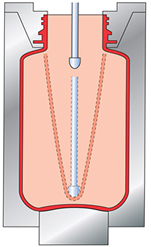
2再加熱
3型閉じ
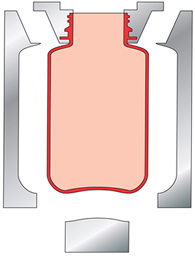
4吹込み成形
5型開き
6製品取出
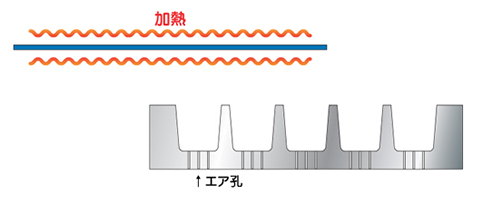
真空成型
特長
- ● 大量生産に最適(少量生産に不適)
- ● 金型製作費が高価
- ● 寸法精度が精密でない
- ● 製品肉厚調整はシート変更が必要
- ● デザイン性が低い
弊社製品例
1シート加熱
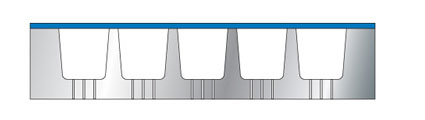
2シート移動
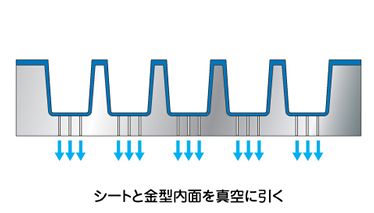
3真空引き
4仕上げ
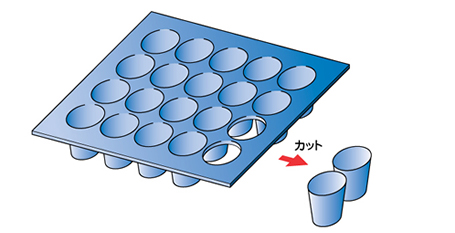
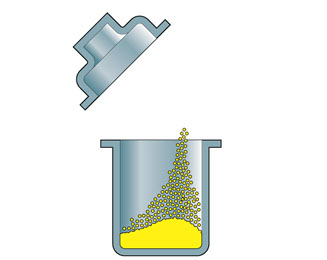
回転成形
特長
- ● 少量生産に最適(大量生産に不適)
- ● 金型製作費が高価
- ● 寸法精度が精密でない
- ● 製品肉厚調整が可能
- ● デザイン性が高い
弊社製品例
1原料投入(金型の中にパウダー状の樹脂を投入する)
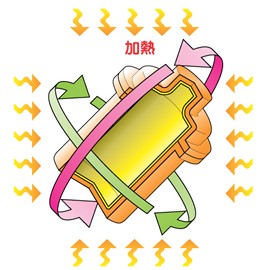
2成形(回転することにより均等に金型内部に成形される)
3冷却(回転を続けながら金型を外面より冷却する)
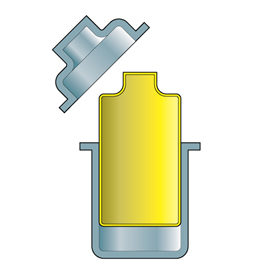
4製品取出し(金型を開き製品を取り出す)